Проволока Св-01Х23Н28М3Д3Т (электрод, ЭП516)
- от объёма, заполните заявку
Сварочная проволока Св-01Х23Н28М3Д3Т (ЭП516) — высоколегированный коррозионностойкий материал на железоникелевой основе. Проволока производится по ГОСТ 2246-70 методом холодного волочения и предназначена для дуговой сварки (наплавки) и изготовления электродов. 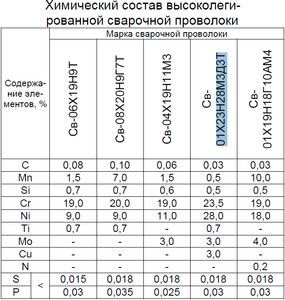 Основная область применения — сварка ответственных конструкций и оборудования из коррозионностойких сплавов типа 06ХН28МДТ (ЭИ943), 03ХН28МДТ (ЭП516) и стали 03Х21Н21М4ГБ (ЗИ35), преимущественно толщиной до 12 мм. Эти конструкции эксплуатируются в средах серной и фосфорной кислот, в том числе с примесями фтористых соединений.
Основная область применения — сварка ответственных конструкций и оборудования из коррозионностойких сплавов типа 06ХН28МДТ (ЭИ943), 03ХН28МДТ (ЭП516) и стали 03Х21Н21М4ГБ (ЗИ35), преимущественно толщиной до 12 мм. Эти конструкции эксплуатируются в средах серной и фосфорной кислот, в том числе с примесями фтористых соединений.
Химический состав проволоки Св-01Х23Н28М3Д3Т по ГОСТ 2246-70
Обозначение марки расшифровывается следующим образом: Св — сварочная; 01 — среднее содержание углерода 0,01 % (то есть не более 0,03 %); Х23 — хром ~23 %; Н28 — никель ~28 %; М3 — молибден ~3 %; Д3 — медь ~3 %; Т — титан. Основа сплава — железо. Высокое содержание никеля и хрома обеспечивает аустенитную структуру и стойкость к межкристаллитной коррозии (МКК). Молибден и медь повышают устойчивость к серной и фосфорной кислотам, а титан выступает стабилизатором аустенита и связывает углерод в карбиды титана, предотвращая образование карбидов хрома по границам зёрен.
| Элемент | C | Si | Mn | Cr | Ni | Mo | Cu | Ti | S | P |
|---|---|---|---|---|---|---|---|---|---|---|
| Содержание, % | ≤ 0,03 | ≤ 0,55 | ≤ 0,55 | 22–25 | 26–29 | 2,5–3,0 | 2,5–3,5 | 0,5–0,9 | ≤ 0,018 | ≤ 0,03 |
Жёсткое ограничение по углероду (≤ 0,03 %) — ключевое требование для работы в кислых средах: чем ниже содержание углерода, тем выше стойкость шва к межкристаллитной коррозии. Содержание серы и фосфора контролируется особенно строго — превышение нормы приводит к горячим трещинам в сварном шве.
Назначение и область применения
Проволока Св-01Х23Н28М3Д3Т применяется для автоматической и полуавтоматической сварки в среде защитных газов, а также под флюсом. По ГОСТ 2246-70 она выпускается в двух исполнениях по назначению: для сварки (наплавки) и для изготовления электродов (обозначение с индексом Э).
Какие стали и сплавы сваривает Св-01Х23Н28М3Д3Т
Проволока предназначена для сварки коррозионностойких сплавов на железоникелевой основе: 06ХН28МДТ (ЭИ943), 03ХН28МДТ (ЭП516), а также стали 03Х21Н21М4ГБ (ЗИ35). Допускается сварка аустенитных хромоникелевых сталей типа 08Х18Н10Т и близких по составу марок — при условии совместимости по коррозионным требованиям конкретного проекта.
Области промышленного применения
Основные области использования — химическое машиностроение, нефтехимическая и фосфорнокислотная промышленность, производство минеральных удобрений, где оборудование контактирует с серной и фосфорной кислотами при повышенных температурах. Конструкции, сваренные проволокой данной марки, работают в средах с примесями фтористых соединений, что существенно повышает агрессивность раствора и требует от шва высокой общей коррозионной стойкости.
Электроды ОЗЛ-17У на стержне из проволоки Св-01Х23Н28М3Д3Т
На основе проволоки Св-01Х23Н28М3Д3Т изготавливаются покрытые электроды марки ОЗЛ-17У с рутилово-основным покрытием. Электроды предназначены для ручной дуговой сварки тех же сплавов (06ХН28МДТ, 03ХН28МДТ, 03Х21Н21М4ГБ) преимущественно толщиной до 12 мм. Сварка выполняется во всех пространственных положениях шва постоянным током обратной полярности. Выпускаемые диаметры электродов ОЗЛ-17У — 3,0 и 4,0 мм.
| Параметр электрода ОЗЛ-17У | Значение |
|---|---|
| Покрытие | Рутилово-основное |
| Род тока | Постоянный, обратной полярности |
| Коэффициент наплавки | 14,0 г/А·ч |
| Расход на 1 кг наплавленного металла | 1,7 кг |
| Производительность (Ø 4,0 мм) | 2,0 кг/ч |
Металл шва, полученный электродами ОЗЛ-17У, обладает высокой общей коррозионной стойкостью и стойкостью к МКК при испытаниях по методам В и ВУ ГОСТ 6032. Перед сваркой электроды прокаливают при 190–210 °C в течение 1 часа. Сварку металла толщиной до 12 мм рекомендуется выполнять валиками на всю ширину разделки; при бо́льших толщинах — с двусторонней разделкой кромок.
Рекомендации по сварке проволокой Св-01Х23Н28М3Д3Т
Защитный газ
При аргонодуговой сварке (TIG/MIG) в качестве защитного газа используется аргон высшего или первого сорта по ГОСТ 10157. Чистый аргон обеспечивает наилучшую защиту сварочной ванны от окисления и азотирования, что критично для сохранения коррозионной стойкости шва.
Термическая обработка после сварки
После сварки рекомендуется термическая обработка — аустенизация при температуре 1050–1080 °C. В отдельных случаях допускается снижение температуры аустенизации до 950 °C при условии обеспечения стойкости сварного соединения к межкристаллитной коррозии. Термообработка восстанавливает однородную аустенитную структуру, растворяет карбиды хрома по границам зёрен и снимает остаточные сварочные напряжения.
Флюсы
При сварке под флюсом используются плавленые флюсы типа АН-26С и аналогичные. Флюс должен обеспечивать минимальный переход кремния и марганца в наплавленный металл, чтобы не ухудшать коррозионную стойкость шва.
Формы поставки проволоки Св-01Х23Н28М3Д3Т
Проволока поставляется в травленом и отбеленном состоянии — со светлой, светло-матовой или серой поверхностью, без следов смазки. Это требование ГОСТ 2246-70 для высоколегированной проволоки.
| Параметр | Значение |
|---|---|
| Стандартные диаметры, мм | 0,8; 1,0; 1,2; 1,6; 2,0; 3,0; 4,0; 5,0 |
| Форма поставки | Мотки (бухты), катушки, кассеты |
| Состояние поверхности | Травленая, отбеленная (светлая/матовая) |
| Нормативный документ | ГОСТ 2246-70 |
Каждая партия сопровождается сертификатом с указанием химического состава (по ковшевому анализу), номера плавки и результатов испытаний. Проволока с индексом «Э» в обозначении (например, Св-01Х23Н28М3Д3Т-Э) предназначена для изготовления электродов и может иметь повышенное временное сопротивление разрыву.
Нужна марка не из каталога? Всё равно запросите
Unitemp AF 2-1 DA(P/M) · SF A5.16 (ERTi-5) · Ni 1003 · ERNiCrWMo-1 · TR49H/C Class 3 · CuZn38Sn1 · N14076 · A6N01BES · 413Z.2 · B-Cu30ZnAgCd-605/720 · A2017TES · ЭП529-ВД · GK-AlSi11 · B 918 (6110) · ZAlSi7MgDA · X.N26T.W · JK 590


